How to Use Gauge Blocks: Wringing, Grades & Calibration

Gauge blocks don’t exist to “build a length.” They exist to establish a reference you can stand behind. This is the method I use to show you How to use Gauge Blocks without marking faces, fighting drift, or ending up with calibration records that collapse under an audit.
Decision table
Best for | Typical examples | Work setting | Recommended grade band | Common mistakes to avoid |
Calibration or certification work | Master instrument calibration, reference checks, lab-grade verification | Controlled metrology lab | Highest precision grades | Handling the blocks too long (heat + drift) |
Routine verification in a toolroom | Micrometer checks, height gauge checks, comparator setup | Stable but active toolroom | Mid precision grades | Over-wringing dirty faces (grit damage + bad stacks) |
Production setup and fixture building | Fixture height setup, go/no-go setup references, quick transfer lengths | Variable, fast-paced shop floor | Workshop-focused grades | Using high-grade blocks as daily drivers (wear + shortened life) |
Training and rough confirmation | Training demonstrations, quick sanity checks, non-critical setups | Mixed conditions | Durable grades | Skipping cleaning because it “looks fine” (film + debris errors) |
Ready to wring checklist (pass/fail)
Faces wiped with a lint-free cloth (not paper)
No visible smears, fingerprints, or grit
No raised edge you can catch with a fingernail
You can slide a face lightly on a plate without a scratchy feel
You have a controlled place to assemble (not over a chip tray)
You can stop handling quickly after assembly
You will store blocks separately after use
What are Gauge Blocks
Gauge blocks, also called slip gauges or Jo blocks (and sometimes spelled “gage blocks”), are precision blocks with flat, parallel faces made to represent a known length.
In real work, they control the truth of your measurement system. That includes instrument zero, comparator reference, fixture height, and any setup where a “known length” becomes your starting point.
Two things make them different from a random precision block:
The faces are finished so well that blocks can be assembled into a stack without adhesives.
The set is designed so you can build many lengths from a small number of blocks, then return them to storage without losing the reference.
Used well, gauge blocks reduce false fails and false passes. Used casually, they create the kind of measurement noise that shows up later as rework, disputes, and “mystery drift.”
Shop-ready Method
The most reliable approach is a simple three-step discipline:
The 3-Gate Method
Surface Gate: faces are clean, conditioned as needed, and burr-free
Assembly Gate: the stack is wrung correctly and proven before you trust it
Traceability Gate: grade and calibration evidence match the tolerance decision
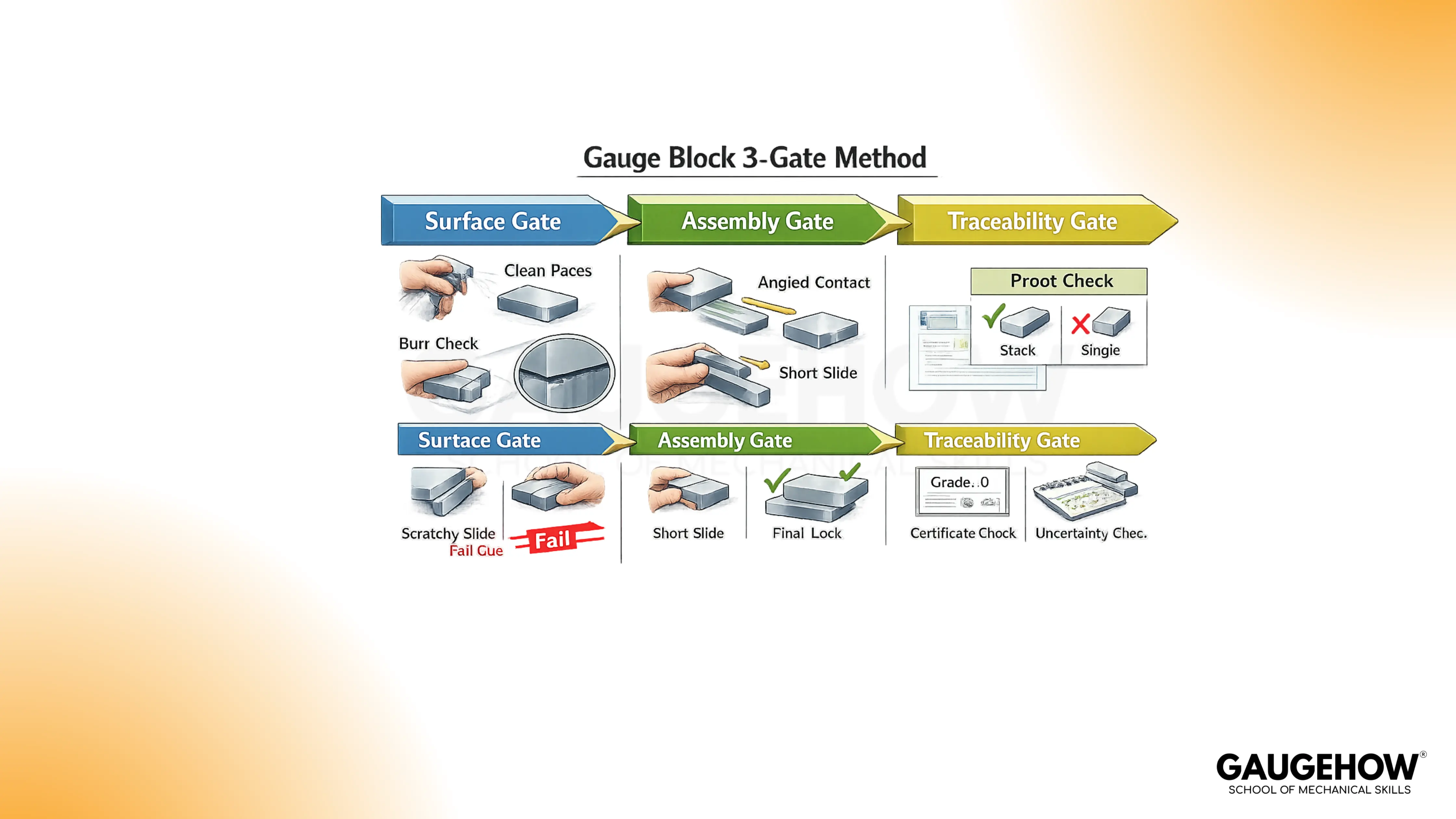
This matters because most mistakes happen before anyone even takes a reading. The stack can be wrong while still feeling “tight.” Your process needs a method that catches that early.
History of Slip Gauges
Slip gauges did not become a standard because they were fashionable.
They became standard because they solved a hard manufacturing problem: creating repeatable lengths across people, shops, and nations without needing a single giant master artifact for every dimension.
Early sets focused on the idea that a carefully chosen collection of sizes could combine into almost any target length.
That idea never went away, which is why modern sets still feel “old-fashioned” and still outperform most alternatives for practical length building.
You’ll also see different physical styles. Rectangular blocks are common, while square blocks with a center hole are often chosen because they’re easier to handle and can be lapped and managed in certain workflows.
Both styles can work well when your technique and handling discipline are consistent.
Building repeatable stacks with Wringing slip gauges
A good stack is not about strength. It’s about surface condition and controlled motion. Repeatability improves when Wringing slip gauges is treated as a surface-control step, not a “push harder until it sticks” step.
A safe sequence for how to wring gauge blocks
A consistent method for how to wring gauge blocks starts with cleanliness, then uses controlled pressure and a short sliding motion to expel air and distribute the thin film on the faces. The goal is a uniform contact that holds without forcing.
A practical sequence that works in most shops:
Wipe both faces with a lint-free cloth.
Apply only a barely-there film if your process uses one.
Bring faces into contact at an angle, then slide with firm, controlled pressure.
Stop as soon as the block “locks” into that smooth, resistant feel.
Too much force increases scratch risk and teaches bad habits. If it won’t work with good preparation, something is wrong at the surface gate.
Conditioning, burr control, and the “scratchy slide” tell
Conditioning is not “making it smaller.” It’s removing high spots so the faces behave like faces again. A tiny ding on an edge can block true contact and make wringing unreliable.
One simple diagnostic is the feel test. When a block slides lightly on a clean reference surface and you hear or feel a scratchy note, that’s a raised area telling you the next stack will be unpredictable unless you address it.
Proof check: stack vs single comparison
Wringing skill should be proven, not assumed. A simple confidence check is to build a two-block stack that equals a single block, then compare it with a suitable comparator-style check.
This is not about perfect metrology theater. It’s about confirming that your assembly gate is producing consistent results before you use the stack to approve parts or set instruments.
Managing Heat and Time
Handling warm blocks. Warm blocks grow. Even small changes matter when your tolerance is tight or your stack is long.
A few shop-safe habits prevent most thermal trouble:
Assemble efficiently, then stop handling.
Avoid cradling blocks in bare hands. Use gloves and touch the sides, not the measuring faces.
Let the stack sit when your task is precision-critical, especially after extended handling.
Thermal control is not an academic detail. It’s the difference between “repeatable reference” and “reference that changes while you measure.”
Choosing sets confidently with gauge block grade
A grade label is not a bragging right. It’s a tolerance and geometry commitment tied to flatness, parallelism, and size.
Selection becomes straightforward once gauge block grade is matched to risk, environment, and how you actually use the set.
The question of which grade of gauge blocks I should use is best answered by consequence first, then accuracy.
Use this decision logic:
If the wrong measurement creates safety risk, high-cost scrap, or compliance exposure, use higher grades in a controlled environment.
If the task is routine setup where speed and durability matter more than ultra-tight uncertainty, use a grade that fits the reality of the floor.
If you’re doing intermediate verification in a toolroom, choose the balanced middle where accuracy and durability both survive daily work.
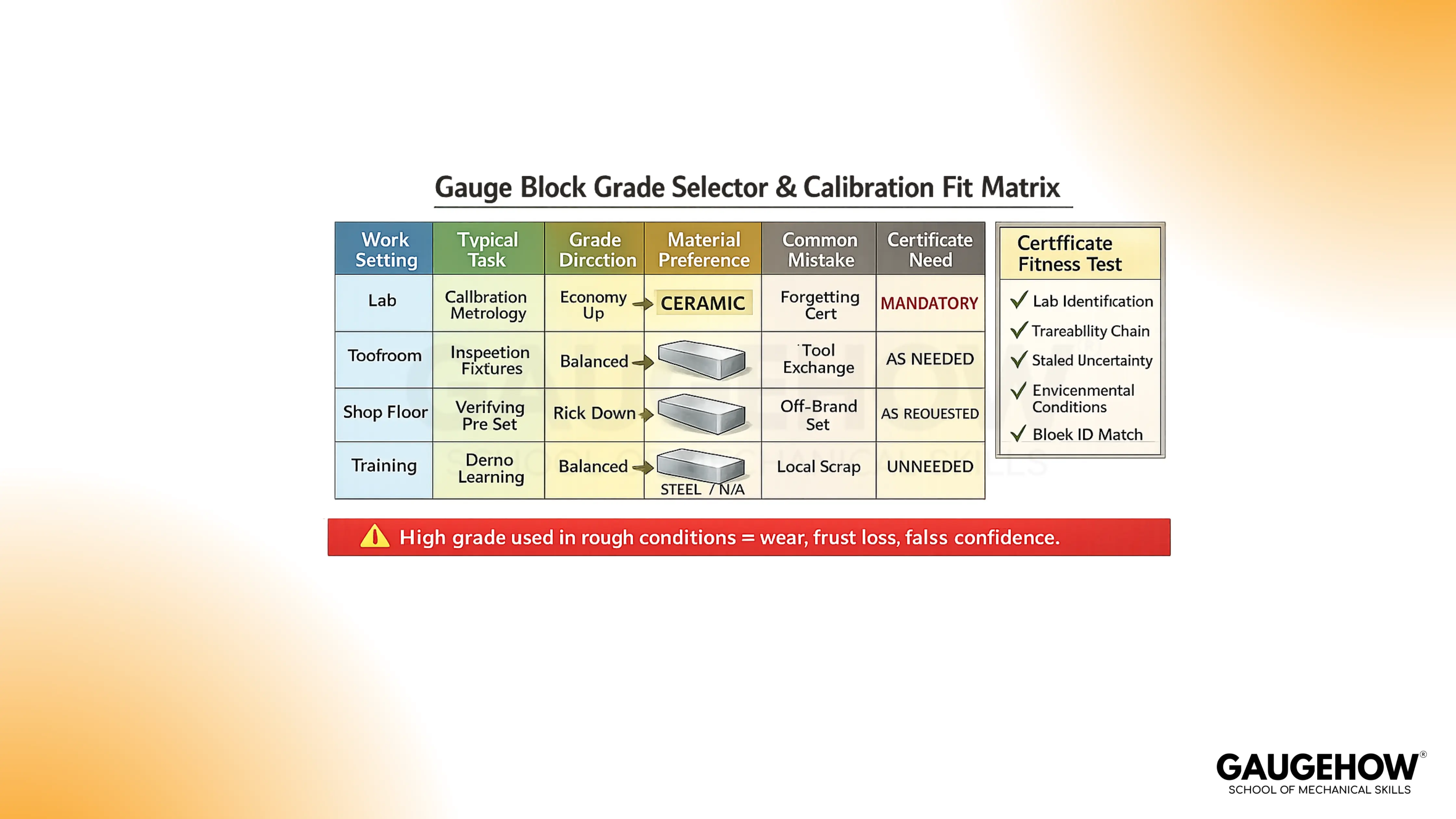
Risk-based selection table
Where you work | What you’re doing | What matters most | Grade direction |
Lab | Reference and calibration work | Lowest uncertainty, strict control | Higher |
Toolroom | Instrument checks and inspection | Repeatability + practicality | Middle |
Shop floor | Set up, fixture heights, routine checks | Durability + speed | Lower/workshop |
The two traps to avoid are overbuying and overusing. Overbuying wastes money. Overusing a high-grade set in rough conditions shortens its life and quietly degrades trust.
🔧 Trusted by 23,000+ Happy Learners
Industry-Ready Skills for Mechanical Engineers
Upskill with 40+ courses in Design/CAD, Simulation, FEA/CFD, Manufacturing, Robotics & Industry 4.0.
Making standards compatible
Different suppliers and certificates may follow different grade systems.
That does not make one “wrong,” but it does mean you must verify what the markings and tolerances actually represent before you treat blocks as interchangeable.
A practical map for the ISO 3650 grade system vs ASME B89.1.9
Most confusion shows up when teams assume the same grade name means the same tolerance table everywhere.
A clear way to manage the ISO 3650 grade system vs ASME B89.1.9 is to treat the standard as part of the block’s identity, just like its nominal size.
One practical rule helps: The certificate and the supplier documentation must agree on which system defines the tolerances and inspection expectations. If they don’t agree, you don’t have a grade you can defend.
Material choice (steel, ceramic, carbide)
Material choice should follow the environment and handling reality:
Steel is cost-effective and stable in controlled conditions, but it demands corrosion discipline.
Ceramic avoids rust and behaves well in many day-to-day workflows, especially where handling is frequent.
Carbide resists wear exceptionally well, but can be unforgiving if dropped.
The common mistake is picking material for “maximum precision” while ignoring how people actually handle the set. A well-cared-for, practical set beats a neglected premium set every time.
Care and storage that preserve Wringability
Most sets don’t die from “age.” They die from habits:
leaving stacks assembled for long periods,
touching measuring faces,
storing without protection,
wiping with paper products that shed fibers,
skipping cleaning because the faces look shiny.
Keep care simple:
Clean before and after.
Protect steel with a light film appropriate to your process.
Store in a stable environment, inside the case, separated.
A set that wrings easily is a set that measures predictably.
Protecting traceability with gauge block calibration
Calibration is not only a certificate. It’s the evidence chain that your process tolerance can be trusted. Good practice with gauge block calibration focuses on whether the calibration method and reporting actually support the way you use the block, not just whether a document exists.
What to check on a traceable calibration certificate for gauge blocks
A usable, traceable calibration certificate for gauge blocks should let you answer one question quickly: “Does this uncertainty and condition set support my decision tolerance?”
Pass/fail checklist:
The lab is identified and accredited in a way your quality system recognizes
Traceability is stated clearly (an unbroken chain to a recognized standard)
Uncertainty values are stated, not implied
Environmental conditions are documented
Calibration date and interval guidance are present
Block identifiers match your set (serials or unique IDs)
Certificate fitness test :
If the certificate uncertainty is too large relative to the tolerance you’re trying to verify, the certificate is not “wrong,” but it may be unfit for your decision.
Interval logic that matches real use:
Heavy daily use, frequent wringing, and shop-floor exposure shorten useful intervals. Light, controlled use extends them. Let usage intensity set the schedule, not tradition.
Real workflows
Micrometer verification (toolroom):
A small stack checks multiple points quickly. The win comes from repeatable assembly and limited handling time, not from building an impressive stack.
Height gauge or fixture setup (production):
A durable set sized for common heights reduces downtime. The risk is using a delicate grade in a rough area, then trusting it blindly a month later.
CMM setup reference (lab or controlled area):
Higher accuracy work benefits from strict surface discipline, short handling time, and a certificate that clearly supports the uncertainty requirement of the measurement plan.
Failure modes and fast fixes
Symptom | Likely cause | Safe action |
Blocks won’t wring | contamination, raised edge, too much film | clean, re-check edges, condition lightly, reset |
Stack slips | incomplete writing, assembly rushed | disassemble, re-wring with controlled motion, prove the stack |
Reading drifts | heat from handling, insufficient stabilization | reduce handling, wait briefly, measure in stable conditions |
Faces scratch easily | excessive force, dirty work area | treat wringing as surface control, not a strength contest |
One-screen recap: The 3-Gate Method
Surface first. Assembly second. Traceability last. That order prevents most errors before they become bad decisions.
When you keep the surface gate clean, prove the assembly gate with a quick check, and maintain traceability that matches your tolerance, How to use Gauge Blocks becomes a repeatable method you can teach, scale, and defend.
FAQs
What are gauge blocks used for?
Gauge blocks are precision length standards used to set, verify, and transfer size. You use them to check micrometers, indicators, height setups, sine bars, and fixture dimensions when direct machine scale trust is not enough.
What is wringing in gauge blocks?
Wringing means joining two gauge blocks by clean contact, light pressure, and a short sliding motion. When done properly, surfaces cling together securely and behave like one size standard during setup work. standard size
Which gauge block grade should I choose?
Choose grade by work risk, not by price alone. Calibration labs need higher accuracy and traceability, while inspection, setup, and training work can use lower grades if condition and certification suit purpose.
How often should gauge blocks be calibrated?
Calibration frequency depends on use, environment, handling, and grade. Lab sets need tighter review cycles, while lightly used sets may run longer. Always recalibrate sooner after drops, corrosion, mismatch, or questionable wringing.
Can damaged gauge blocks still be used?
Do not trust a block just because it looks usable. Burrs, rust, scratches, poor wring feel, or missing certification can shift results quickly, and one bad block can compromise the whole stack.




































