Steel Rule: Uses, Types, Diagram, Least Count & Accuracy

Updated: March 2026
A steel rule, also known as a steel scale or engineer’s rule, is a basic linear measuring tool made from hardened steel. It is used to measure lengths and to guide straight layout lines in workshops and lab work. It reads directly from its graduations, so your result depends as much on how you hold and view it as on the markings.
On a shop floor, what is steel rule? A steel rule is the tool that keeps work moving. It’s fast to grab, quick to read, and good enough for layout, cut lengths, and rough checks. The moment tolerance gets tight, it stops being the decision tool and becomes the first pass.
This article explains least count, diagram markings, types, accuracy care, and uses.
Steel Rule Decision Card
Role | Best For | Typical Examples | Accuracy Proof Check |
Quick length measurement | Fast checks in fitting and layout | Overall length, spacing, basic width | Seat flat, view square-on, repeat once |
Straight layout reference | Guiding a scribe or pencil line | Marking cut lines, offset lines | Use the edge, avoid rocking |
Small-range measurement aid | Short measurements where a tape is awkward | Small parts, bench work | Don’t trust a damaged zero end |
Boundary tool | Deciding when to upgrade tools | “Is this close enough?” checks | If tolerance is tight, switch tools |
What is Steel Rule
A steel rule is a straight, graduated strip of steel used to measure linear dimensions and to guide straight lines.
It works by providing fixed graduations along one or more edges. The smallest visible division on the edge sets the resolution you can read, and your reading method sets how repeatable the result is.
Most rules carry multiple scales. One face may be metric and another may be inch-based. Some edges are coarse for fast reading, and another edge is finer for closer work. The tool still remains a direct-reading scale, so errors usually come from viewing angle, poor contact, or a worn reference end.
A simple boundary keeps you honest: if you are chasing a tight tolerance, the steel rule becomes a checking tool, not a measuring instrument.
Steel Rule Least Count
In practical terms, steel rule least count is the smallest graduation you can read on the edge you are using. It is not a promise of accuracy. It is only the smallest step the scale shows.
In lab terms, the least count of steel rule is the value of the smallest division on the chosen scale.
A metric steel rule commonly shows 1 mm divisions, and many also show 0.5 mm divisions. Inch rules commonly show fractional divisions, and a fine machinist scale may go down to 1/64 inch.
Worked example:
A 1-inch segment is divided into 16 equal parts on the edge you are using.
Each smallest step is 1/16 inch.
The least count on that edge is 1/16 inch.
If the next edge divides the inch into 64 parts, the least count on that edge is 1/64 inch.
How to read a steel rule:
Place the rule flat and align the working edge with the measurement line.
Find the last full unit mark before the end point (mm or inch).
Count the small divisions from that unit mark to the endpoint.
Add full units plus counted divisions.
Repeat once. If the two readings disagree, the setup is not stable.
Micro-Example A (metric to nearest 0.5 mm)
Main reading = 47 mm
Next half-mark visible = +0.5 mm
Final reading = 47.5 mm
Micro-Example B (inch reading using 1/64 + avoid parallax)
Main reading = 2 in
Small divisions = 37 (on 1/64 edge)
Fraction = 37/64 in
Final reading = 2 37/64 in
Re-read check: if it changes when your eye shifts, you had parallax. Read straight down and repeat.
Graduation-to-decision table
Edge graduation, you see | Smallest division | Best use | Common mistake | Quick check |
Metric coarse edge | 1 mm | Fast bench checks | Reading between marks by guessing | Read only what is marked |
Metric fine edge | 0.5 mm | Layout offsets and closer fits | Tilting the rule while reading | Keep full contact along the edge |
Inch fractional edge | 1/16 | General shop work | Counting from the wrong inch mark | Anchor on the nearest inch mark |
Inch fine fractional edge | 1/64 | Fine layout and closer checks | Parallax on tiny marks | View straight down, not from the side |
Decimal inch edge | 0.01 or 0.02 | Quick decimal reporting | Mixing decimal and fraction edges | Stick to one system per measurement |
🔧 Trusted by 23,000+ Happy Learners
Industry-Ready Skills for Mechanical Engineers
Upskill with 40+ courses in Design/CAD, Simulation, FEA/CFD, Manufacturing, Robotics & Industry 4.0.
Steel Rule Diagram
A Steel Rule Diagram is easiest to understand if you label the tool by “faces” and “edges,” not by imagined parts. The useful items are the reference edge, the graduation face, the zero end, and the major and minor ticks.
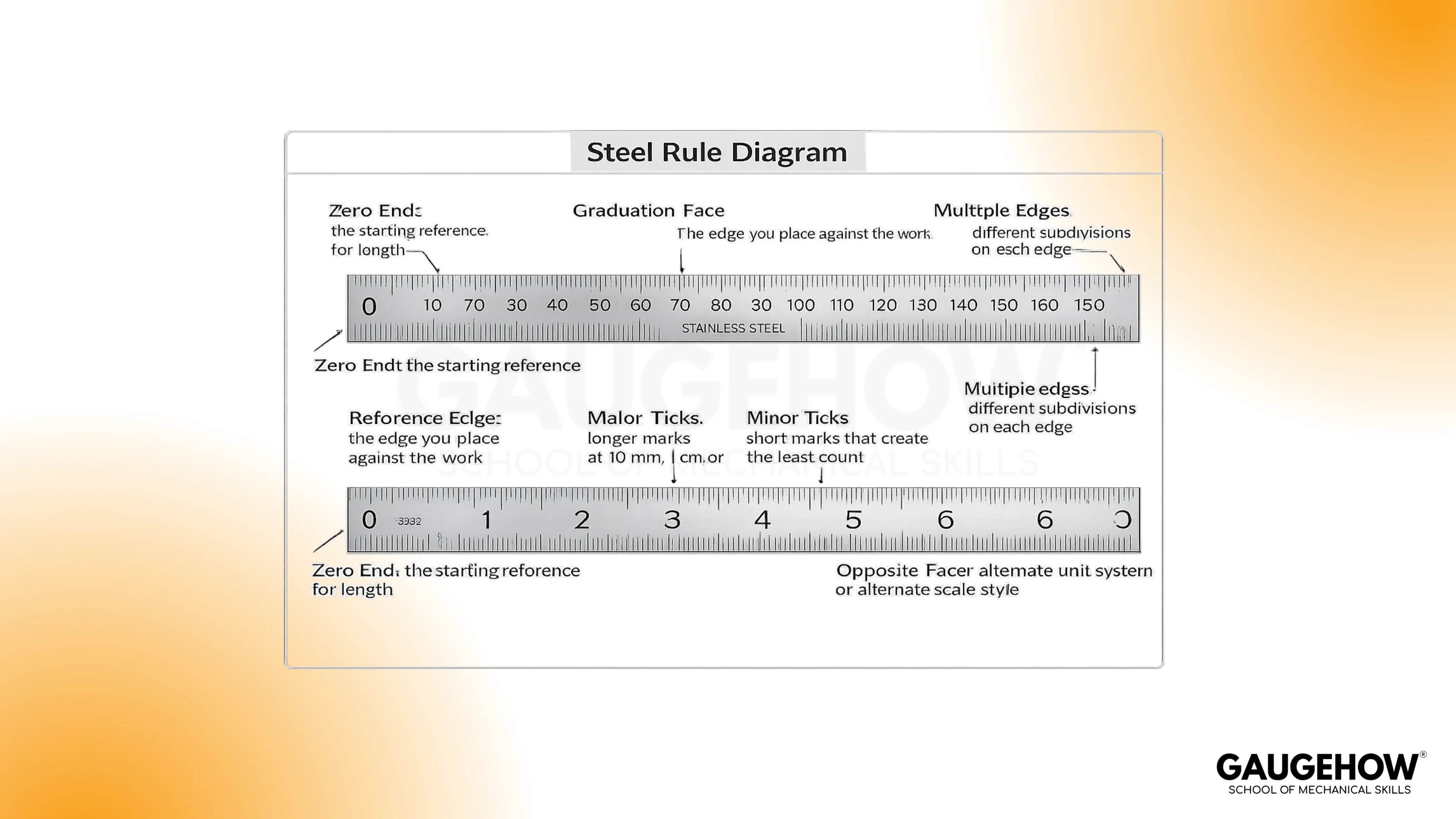
Label only what changes the reading:
Zero end: the starting reference for length
Reference edge: the edge you place against the work
Major ticks: longer marks at 10 mm, 1 cm, or 1 inch
Minor ticks: short marks that create the least count
Multiple edges: different subdivisions on each edge
Opposite face: alternate unit system or alternate scale style
A common question comes from rules with extra printing. The steel rule back side often carries a different set of graduations, a reverse-reading edge, or a quick reference scale.
It is still part of the same tool, but you should treat it as a separate scale. The safe habit is simple: choose one edge, read it fully, and do not mix edges mid-reading.
Types of Steel Rule
The most common types of steel rule differ by stiffness, edge layout, and how the zero end is designed to meet an inside corner or an outside face. The choice matters because the wrong form forces you to hold the rule at an angle, and that is where repeatability collapses.
Common types you will see in workshop practice:
Engineer’s rigid rule: thicker, stiffer, good for general bench work and layout.
Machinist rule: multiple edges with finer subdivisions, used for closer readings and layout.
Flexible rule: thin and bendable, useful on curved surfaces, but easier to misread if it lifts.
Narrow or thin-edge rule: fits grooves and recesses where a wide rule cannot seat.
Hook or end-reference rule: helps when measuring from an inside edge where the zero end must be located.
Selection rule: Pick the rule that seats flat without force. If you must bend it, can't you, or “float” it above the surface to see the marks, you are building error into the measurement.
Steel Rule Accuracy
In day-to-day work, steel rule accuracy is controlled more by handling and viewing than by the steel itself. A rule can have fine graduations and still give a poor result if the contact and viewing geometry are wrong.
Failure-mode reality check:
Parallax: the tick “moves” when your eye moves.
Worn zero edge: starting at the end gives a consistent offset error.
Burr on workpiece: the rule doesn’t seat flat, so length inflates.
Misalignment: the rule isn’t parallel to the feature, so you measure a diagonal.
Proof check before trusting a reading (two-minute gate):
Wipe the work surface and the ruler edge.
Confirm the rule sits flat, with no rocking.
Read square-on, with your eye directly above the tick.
Take the reading twice. The second reading should match the first.
If the result is critical, confirm using a second edge or a second tool.
Worked example (worn-end correction):
A rule’s zero end is worn, so readings taken from the end drift. The safer method is to start from a clean internal mark.
Place the start point at the 1 cm mark instead of the zero end.
Read the endpoint as 9.6 cm on the scale.
Subtract the starting mark: 9.6 − 1.0 = 8.6 cm true length.
If you remember one thing about What is steel rule, it is this: the rule measures correctly only when the reference edge seats correctly and your eye reads the graduations correctly.
Metric vs Imperial Steel Rule
A metric rule reduces counting errors because the base unit is simple, and the graduations are usually consistent. It is often faster for quick bench work and reporting in mm.
An imperial rule is common where work is defined in inches, especially fractional dimensions.
It reads cleanly when you commit to one subdivision level. Problems start when you jump between fraction scales or try to convert mid-measurement.
A safe habit works in both systems: pick one edge, read full units first, then subdivisions, then write the value immediately.
Steel Rule Uses
In workshop practice, steel rule uses cluster into fast checks and layout support. The tool is simple, but it is used constantly because it is quick and needs no setup.
Common uses:
Measuring overall length, width, and simple spacing during fitting
Checking stock size before machining or cutting
Marking layout lines with a scriber, pencil, or knife line guide
Verifying approximate clearances and offsets on a bench
Supporting quick inspection when a tolerance is not tight
Limitations:
The steel rule is not the right tool when you need high repeatability on small differences, or when the tolerance is tight. In those cases, a vernier caliper, micrometer, or gauge-based method is the correct step.
FAQ
1) What is the least count of steel rule?
The least count of steel rule is the value of the smallest graduation on the edge you are using. It can be 1 mm, 0.5 mm, 1/16 inch, or 1/64 inch, depending on the scale.
2) How to read a steel rule when the smallest marks are 1/64?
The key is to anchor on the nearest inch mark, then count the tiny divisions to the target. Keeping the rule flat and reading straight down prevents parallax on fine marks.
3) Does least count mean the measurement is accurate to that value?
Least count tells you what the scale can display. Accuracy depends on seating, viewing angle, edge condition, and whether the zero reference is worn.
4) What is printed on the steel rule back side?
The steel rule back side often carries an alternate scale, a reverse-reading edge, or reference markings. Treat it like a separate scale and avoid mixing it with the front edge mid-reading.
5) When should I switch from a steel rule to a vernier caliper?
Switch when you need tighter tolerance control, better repeatability, or you are measuring features where seating a rule is unreliable. If the rule reading is sensitive to angle or pressure, it is already beyond the safe zone.




































