G-Code Programming: Commands, Examples, and Logic
Learn More in This Video
Subscribe to GaugeHow for More
G-code programming turns part intent into axis motion, spindle action, feed control, and machine state. Once block logic, modal behavior, and sequence become clear, the code stops looking cryptic. You start reading machine intent, spotting risk, and correcting output before the first proof.
Command names alone do not build programming judgment. Reliable reading starts with a block purpose, an active state, and a downstream effect. One block changes motion.
Another establishes a mode. Modal commands remain in force until replacement or cancellation. Safe output comes from sequence control and proof logic, not from memorized definitions.
How To Read G Code
Read every block in five passes: motion word, coordinates, feed or speed, machine action, active state.
A line such as G01 X40.0 Y20.0 Z-1.5 F180 is not hard once roles are separated. G01 sets controlled linear motion. X, Y, and Z define destination. F180 sets feed.
Control then calculates path between current point and target point while keeping current modal conditions active. Meaning comes from both line content and machine state carried from earlier lines.
New learners often stare at numbers first. Faster progress comes from reading line purpose first. Rapid move, feed move, arc move, unit choice, offset call, spindle action, and compensation each belong to different jobs. Solid progress starts once you treat how to read G-code as a repeatable review method, not a memory test.
Why Do Modal States Matter?
Modal states matter because many instructions stay active until another instruction cancels or replaces them.
G90 stays in force until G91 changes positioning mode. G17 holds plane selection until another plane is chosen. Feed value can carry forward. Cutter compensation can remain active longer than expected. Same logic applies to work offsets and many canned cycle conditions. A line may look harmless while hidden carryover still changes machine behavior.
Trouble often starts when a programmer reads only present line and ignores active context. A restart inside compensation, an unexpected incremental state, or an old feed from a prior cut can change outcome fast. Good review means reading both visible words and silent carryover.
Which G-Code Commands Matter First?
Start with motion, units, plane, positioning mode, work offset, tool call, spindle state, and tool-length control.
Early learning should focus on G00, G01, G02, G03, G17, G18, G19, G20, G21, G90, G91, G54 through G59, G43, M03, M05, and M06. That group handles most first-pass reading needs on mills and covers a large share of daily review work. Arc centers, compensation, cycles, and controller-specific behavior can come next.
Most shops do not lose time because rare functions are missing. Loss starts when basic G-code commands are active in wrong order or remain active longer than expected. Learn command priority before command volume. Ten well-understood words beat fifty memorized words with weak sequence control.
Where Do G And M Differ?
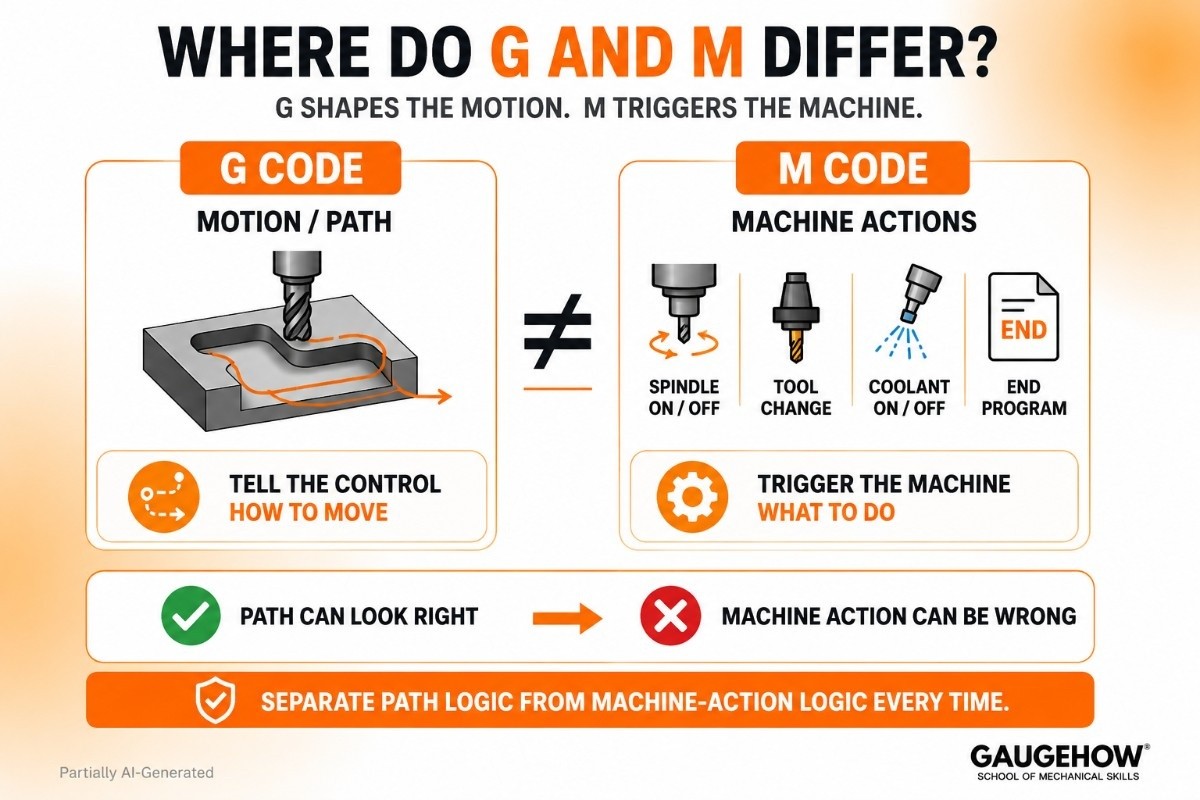
G words shape motion and machining mode. M words trigger machine actions around that motion.
Motion codes tell control how to move. Machine codes start spindle, stop spindle, change tool, switch coolant, or end program. Path can be correct while machine action stays wrong. A contour may look perfect in code review, yet wrong spindle direction, missed tool change, or missing coolant still breaks proof.
Clear g code and m code difference matters during proof because motion can look right while spindle, coolant, or tool state stays wrong. Good programmers separate path logic from machine-action logic every time they review a file.
How Should Safe Starts Look?
Safe starts should establish unit system, plane, positioning mode, work offset, tool state, spindle state, and entry height before any cutting move.
A stable mill opening often looks like this:
%
O1001
G21 G17 G90 G54
T1 M06
S1800 M03
G00 X20.0 Y10.0
G43 H01 Z15.0
G01 Z-2.0 F120
X60.0
Y40.0
G00 Z25.0
M05
M30
%
Sequence matters more than decoration. Unit choice should come before movement. Offset call should come before cutting entry. The tool-length application should happen before Z approach. Spindle state should be live before feed starts. Retract should happen before stop and end. Safe structure reduces uncertainty, makes review faster, and gives operators a cleaner first proof.
A practical review order works well here:
1. unit and plane
2. absolute or incremental mode
3. work offset
4. tool call
5. spindle command and speed
6. rapid approach
7. length offset
8. first feed entry
9. retract and stop
Which G-Code Examples Teach Fast?
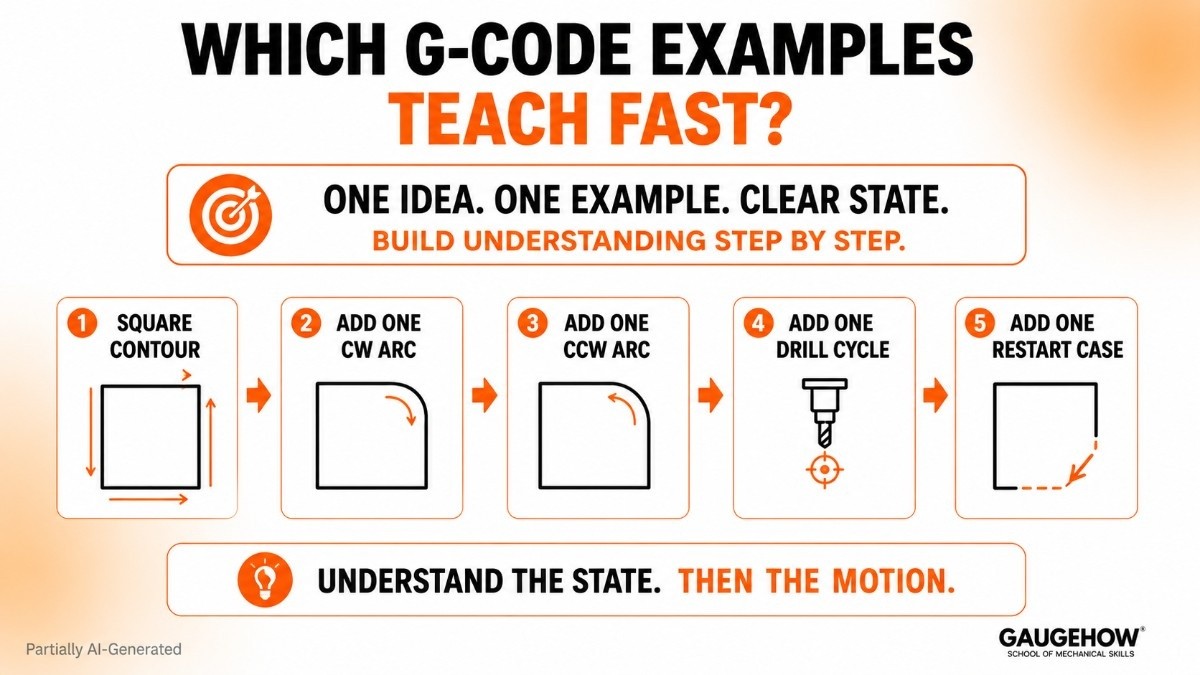
Best teaching examples isolate one idea at a time, then show how state changes before motion begins.
Start with one square contour. Add one clockwise arc. Add one counterclockwise arc. Add one drill cycle later. Add one restart case only after basic path reading becomes reliable. Small examples teach block purpose, path continuity, and modal carryover without burying logic under long posted files.
Good G-code examples do more than show coordinates. They show why state changed before motion. That is where beginners stop copying and start understanding. One short contour with one arc teaches more than a huge posted program with no explanation.
Why Learn CNC Programming With G Code?
Learning direct code matters because posted output still needs reading, checking, trimming, and restart control.
CAM handles geometry well. Manual review still decides whether safe lines are clean, whether compensation entry makes sense, whether arc output matches control dialect, whether retract logic protects fixtures, and whether restart can happen without hidden state causing trouble. Shops that move fast rarely depend on blind posting alone.
Strong shops use CNC programming with G code after posting, during prove-out, and during revision control. Real value appears when G-code programming moves from classroom memory into prove-out, correction, and release control. That is where code skill stops being academic and starts saving time.
Which Errors Break First Proof?
Wrong offset, stale modal state, unsafe rapid, bad restart point, missing length compensation, and wrong spindle condition break first proof most often.
Wrong work offset shifts part location. Missing G43 or wrong length offset changes Z reality. Old G91 can move relative when absolute motion was expected.
Restart inside active compensation or active canned cycle creates an unpredictable entry. Rapid moves near clamps or stock corners create collision risk even when cut path looks fine.
Best review habit is simple. Check machine state before path state. Confirm units, plane, positioning mode, offset, tool, spindle, and compensation before checking contour quality. Path mistakes matter. State mistakes usually hurt faster.
How Should Beginners Practice Daily?
Keep practice short, repeatable, and output-led.
Best path for g code programming for beginners starts with reading ten clean blocks, then explaining every active state aloud. After that, write one safe start, one straight cut, one arc, one retract, and one end block. Next session, review one posted CAM file and mark every modal carryover. Third session, compare absolute and incremental versions of one tiny shape.
Progress improves when daily work produces visible outputs: one reviewed program, one code note, one restart check, one error log, one corrected block sequence. Real progress in g code programming for beginners comes from short daily proof drills, not giant copied files. Skill grows through repeated explanation, correction, and release thinking.
Which Questions Repeat Most Often?
Do I Need Every Code?
No. Motion, plane, units, positioning mode, offsets, spindle control, tool change, and safe end lines should come first. Once those become stable, extra cycles and controller-specific features fit into a stronger mental model.
Can CAM Replace Manual Review?
No. CAM builds path fast. Proof still needs human review around entry moves, retract logic, offsets, control dialect, and restart safety. Posted output without review is faster only until first avoidable error reaches machine.
Why Do Restarts Cause Trouble?
Restart points fail when old states stay active. Compensation, canned cycles, incremental mode, tool-length offsets, and spindle condition can carry hidden risk. Restart logic must rebuild safe state before motion resumes.
What Is G Code And M Code Difference?
Motion control belongs to G words. Machine actions belong to M words. One group shapes path and mode. Another group starts spindle, changes tool, controls coolant, or ends program. Both must agree before proof begins.
Which Control Differences Matter Most?
Arc format, canned cycle behavior, compensation handling, home return behavior, and dialect-specific syntax deserve attention. Same posted path may need small edits across controls even when geometry stays unchanged.
Mechanical Engineering Courses That Industry Actually Uses
Learn Tools of Design & CAD, Analysis & Simulation, Automation & Robotics, and Industry 4.0 used in modern factories.
Join 40+ Mech Courses like GD&T, Siemens NX, SolidWorks, CATIA V5, AutoCAD, ANSYS (FEA & Fluent), ABAQUS, Creo, Fusion 360, CNC Programming, Digital Twins, Python for Mechanical, and Industry 4.0.
Our Courses
Complete Course Library
Access to 40+ courses covering various fields like Design, Simulation, Quality, Manufacturing, Robotics, and more.