keyence
keyence manual

Keyence Manual: What It Is, How It Works & Everything You Need to Know
What Is Keyence?
Keyence is a Japanese company that makes industrial automation and machine vision products for factories.
Its products help manufacturers inspect parts, detect defects, read barcodes, take measurements, and automate quality control processes.
Keyence is best known for its vision systems, sensors, barcode readers, and measurement equipment. These tools are widely used in industries such as automotive, electronics, food and beverage, and pharmaceuticals.
In simple terms, Keyence helps factories improve product quality, reduce errors, and increase production efficiency through automation.
Key capabilities (what it actually does)
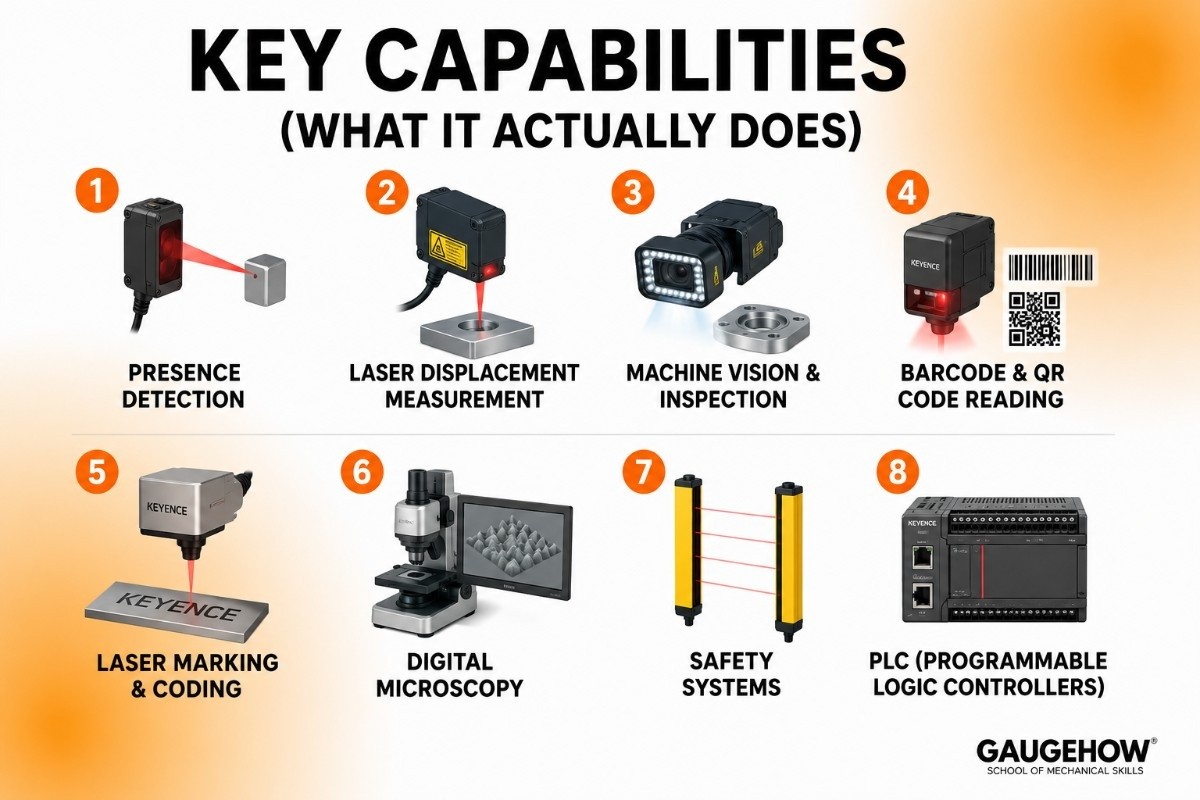
These are the core things Keyence products do — explained without marketing language.
Presence detectionProximity and photoelectric sensors tell machines whether a part is present, missing, or misaligned — at speeds up to thousands of parts per minute.
Laser displacement measurementMeasures height, thickness, and position with sub-micron accuracy — without touching the part. Critical for electronics and precision machining.
Machine vision & inspectionCameras and image processors detect surface defects, check label placement, verify assembly, and read codes — all in real time.
Barcode & QR code readingFixed and handheld readers decode 1D and 2D barcodes even on curved, damaged, or low-contrast surfaces.
Laser marking & codingPermanent, high-definition marks on metal, plastic, or glass — used for traceability, part numbers, and date codes.
Digital microscopyHigh-magnification imaging for R&D and quality labs — captures 3D surface data without a dedicated microscopy technician.
Safety systemsLight curtains and safety sensors stop machinery the moment a person enters a hazard zone — required in most automated production lines.
8 .PLC (programmable logic controllers)Entry-level to mid-range controllers that connect sensors and actuators, giving smaller factories automation without a full Siemens/Allen-Bradley setup.
Honest pros & cons
Every Keyence review online is either from a vendor page or a frustrated integrator. Here's the balanced version.
What works well
Extremely reliable hardware — low failure rates in production
Direct sales model means faster, knowledgeable support
Same-day shipping on most standard products (US)
Proprietary software is intuitive — less training needed
Strong documentation; manual PDFs are actually well-written
Free loaner units to test before purchasing
70% of products are industry-first innovations
Where it falls short
Significantly more expensive than competitors like Omron or Banner
Proprietary ecosystem — hard to mix with third-party software
No public pricing; every quote requires a sales call
Not ideal for very small or budget-constrained operations
Software licences are tied to hardware — migration is painful
Sales pressure can feel aggressive compared to other vendors
Who should actually use Keyence?
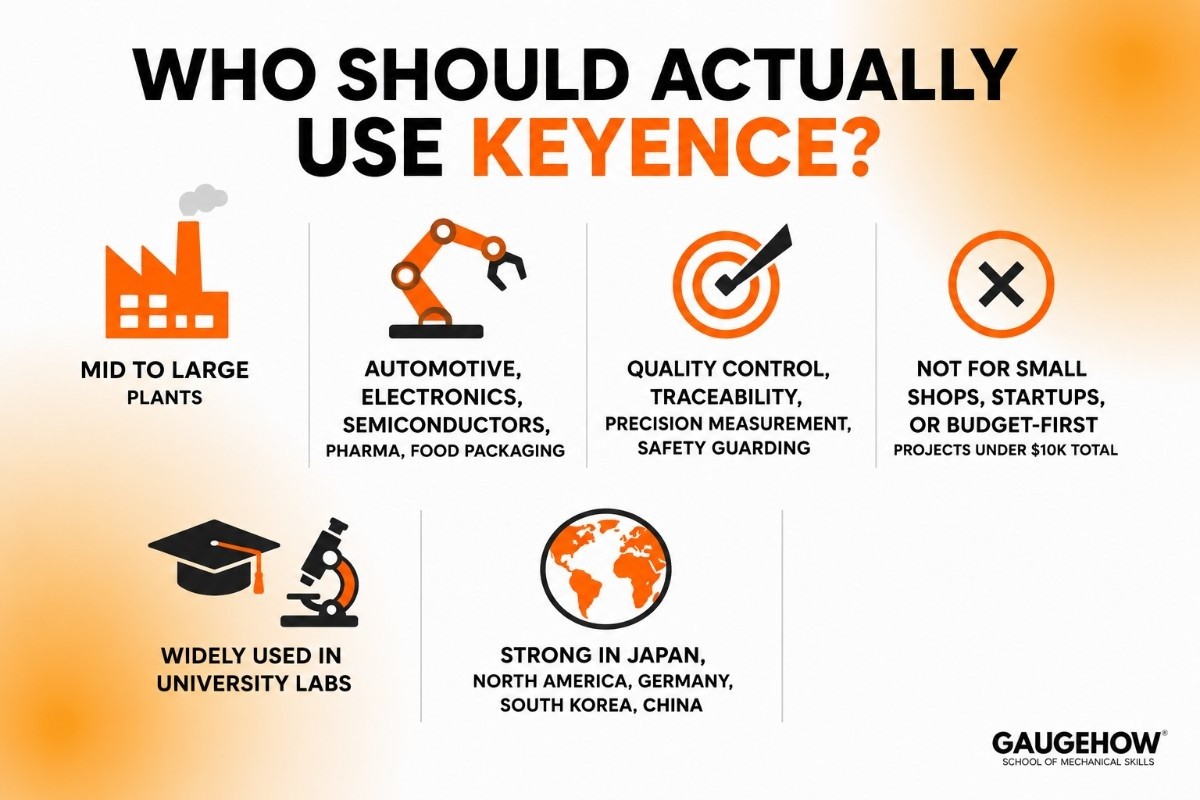
Keyence is not one-size-fits-all. Here's when it makes sense — and when it doesn't.
Ideal plant size
Mid to large-scale manufacturers with high-volume lines
Best industries
Automotive, electronics, semiconductors, pharma, food packaging
Best use case
Quality control, traceability, precision measurement, safety guarding
Not ideal for
Small shops, startups, or budget-first projects under $10K total
Student/R&D use
Digital microscopes and vision systems are widely used in university labs
Regions strongest
Japan, North America, Germany, South Korea, China
Keyence Pricing: How Much Does a Keyence Vision System Cost?
Keyence does not publicly list prices for most of its machine vision products. Pricing usually depends on the camera, controller, software, lighting, and application requirements.
Typical Keyence Price Range
Product Type | Estimated Price Range |
|---|---|
Vision Sensors | $1,500 – $5,000+ |
Smart Cameras (VS/IV Series) | $1,500 – $10,000+ |
CV-X Vision Systems | $5,000 – $25,000+ |
XG-X Vision Systems | $10,000 – $40,000+ |
3D Vision Systems | $15,000 – $50,000+ |
Fully Integrated Solutions | $20,000 – $100,000+ |
These prices can vary depending on camera resolution, AI tools, software licenses, and integration requirements.
How is Keyence deployed?
Keyence is primarily an edge-and-device solution — the intelligence lives in the sensor or controller itself, not in the cloud.
Edge / On-device
Most sensors and vision systems process data locally. No internet connection required — critical for factory floor uptime and data security.
On-premises
Vision controllers and PLC programs run on local hardware. Configuration software (KV Studio, CV-X Setup Tool) installs on Windows machines.
Cloud (limited)
Keyence has IoT-ready products that can push data to cloud platforms via OPC-UA or MQTT. Full cloud management is not a core offering — it's integration-dependent.
Brownfield-ready
Keyence products are designed to add to existing lines without retooling. Many sensors mount in minutes and work alongside older PLCs and legacy equipment.
Keyence vs Cognex and other alternatives
The most common question buyers ask is how Keyence stacks up against Cognex — the other giant in machine vision. Here's a straightforward breakdown across all major rivals.
Brand | Strongest at | Price vs Keyence | Best for | Wins on | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
Cognex | Vision & AI inspection software | Similar | Complex vision, logistics, AI defect detection | Software depth | |||||||
Omron | Full automation suites (sensors + PLCs + robots) | 10–30% cheaper | Integrated factory automation | Total cost | |||||||
SICK AG | Safety sensors & 2D/3D LiDAR | Similar | Safety applications, logistics, AGVs | Safety range | |||||||
Banner Engineering | Wireless sensors & IIoT devices | 30–50% cheaper | Small plants, wireless monitoring | Affordability | |||||||
Datalogic | Barcode reading & mobile scanning | 20–40% cheaper | Logistics, warehousing, retail | Barcode cost |
Bottom line: if vision software depth is your priority, Cognex has the edge. If you need a complete, well-supported hardware ecosystem with fast service, Keyence wins. If budget is tight, Omron or Banner are worth testing first.
For organizations building highly customized machine vision applications, MVTec Software GmbH's HALCON platform is another strong alternative. Unlike Keyence's hardware-focused ecosystem, HALCON provides a developer toolkit with advanced 2D and 3D vision, metrology, deep learning, and robotics capabilities.
Frequently Asked Questions About Keyence
What is Keyence?
Keyence is a Japanese company that provides machine vision systems, sensors, barcode readers, and automation equipment for factories. Its products help improve quality control and production efficiency.
What is Keyence used for?
Keyence is used for product inspection, defect detection, barcode reading, and factory automation. It helps manufacturers reduce errors and improve product quality.
Is Keyence better than Cognex?
Both are leading machine vision brands. Keyence is known for easy setup and strong support, while Cognex is known for advanced vision and AI capabilities.
How much does a Keyence vision system cost?
The cost depends on the application and system requirements. Basic systems may cost a few thousand dollars, while advanced inspection systems can cost significantly more.
Which industries use Keyence?
Keyence products are widely used in automotive, electronics, food and beverage, pharmaceuticals, and logistics industries for inspection and automation tasks.
Keyence is a global leader in factory automation making sensors, vision systems, barcode readers, and digital microscopes used in manufacturing worldwide.




































